













































_zkmmzopp1k.jpg)












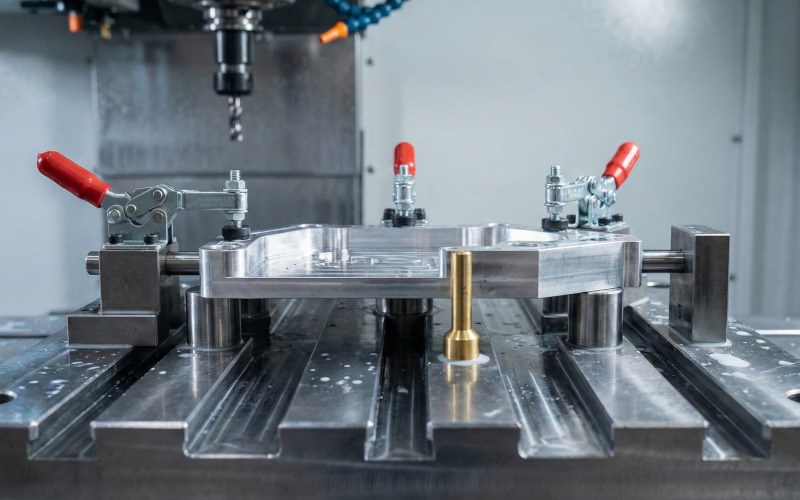
Talaşlı imalatta karlı bir seri üretimin anahtarı, iş milinin ne kadar hızlı döndüğü değil, makinenin ne kadar az durduğudur. Standart mengeneler tekil veya düşük adetli işler için vazgeçilmez olsa da, karmaşık geometrili parçaların seri imalatında yetersiz kalırlar. Operatörün her parçayı komparatörle sıfırlamak zorunda kalması, üretim maliyetlerini doğrudan artıran bir "ölü zamandır". İşte bu noktada fikstür tasarımı devreye girer. İyi tasarlanmış bir cnc fikstür, operatör inisiyatifini ortadan kaldırır, parçayı her seferinde mikron hassasiyetinde aynı konuma kilitler ve set-up (kurulum) sürelerini dakikalardan saniyelere indirir. Yüksek tekrarlanabilirlik ve dramatik ölçüde çevrim süresi düşürme hedefine ulaşmak için sahada kanıtlanmış 7 temel tasarım kuralını adım adım inceleyelim.
1. 1. 3-2-1 Bağlama Prensibi ile Özgürlük Derecelerini Kısıtlama
Uzayda serbest duran bir cismin 6 adet serbestlik derecesi (ileriye-geriye, sağa-sola, yukarı-aşağı doğrusal hareketler ve bu eksenler etrafındaki dönme hareketleri) vardır. Fikstür tasarımının değişmez anayasası olan 3-2-1 bağlama prensibi, bu hareketleri sistematik olarak kısıtlar.
-
3 Nokta (Birincil Düzlem - Z Ekseni): Parçanın oturduğu en geniş taban yüzeyidir. Üç adet destek pimi kullanılarak parçanın yukarı-aşağı hareketi ve X/Y eksenlerindeki yalpalaması engellenir.
-
2 Nokta (İkincil Düzlem - X veya Y Ekseni): Parçanın yan yüzeyini hizalayan iki adet dayama pimidir. Kalan doğrusal hareketleri ve Z ekseni etrafındaki dönmeyi sınırlar.
-
1 Nokta (Üçüncül Düzlem - Kalan Eksen): Parçanın son yüzeyini dayadığınız tek bir pimdir. Bu son nokta, parçayı tamamen kilitler.
Bu kural eksik uygulandığında parça titreşir; fazla uygulandığında (örneğin tabana 4 pim koymak) ise hiperstatik bir durum oluşur ve döküm toleranslarındaki en ufak sapma parçanın havada kalmasına (tahterevalli etkisi) neden olur.
2. 2. Doğru Datum Seçimi ve Parça Referanslama
İşlenecek parçanın fikstür içindeki sıfır noktaları (datum), döküm yüzeylerinden değil, eğer varsa daha önceden işlenmiş ve toleranslandırılmış yüzeylerden seçilmelidir. Etkili bir parça referanslama, tolerans birikmesini (tolerance stacking) önler. Eğer birinci operasyonda parçanın tabanı ve iki deliği işlendiyse, ikinci operasyon fikstüründe konumlandırma işlemi dış konturlardan değil, doğrudan o iki hassas delikten (bir adet tam silindirik pim, bir adet elmas/kama pim kullanılarak) yapılmalıdır.
3. 3. Sıkma Yönü ve Kesme Kuvvetlerinin Karşılanması
Fikstür tasarımında yapılan en ölümcül hatalardan biri, CNC takımından gelen kesme kuvvetini (itme/çekme gücünü) hareketli sıkma pabuçlarına taşıtmaktır.
-
Altın Kural: İşleme sırasında oluşan kesme kuvvetleri, hareketli sıkma elemanlarına değil, fikstürün sabit dayamalarına (locator) doğru yönlendirilmelidir.
-
Sıkma kuvveti her zaman parçanın en rijit olduğu bölgeye uygulanmalı, parçayı bükmemeli veya deforme etmemelidir.
Özel bir fikstür yatırımına geçmeden önceki prototipleme veya düşük adetli karmaşık açılı parça test aşamalarında, yönlendirilmiş kesme kuvvetlerini simüle etmek için standart operasyonlarda QH160 Matkap Freze Mengenesi, eğik düzlem gerektiren işlemlerde ise QHK125 İki Açılı Matkap Freze Mengenesi kullanılarak stabilite ölçümleri yapılabilir.
4. 4. Hızlı Bağlama Elemanları ile Çevrim Süresi Düşürme
Operatörün her parça değişiminde civata sıkıp gevşetmesi, seri imalatta kabul edilemez bir zaman kaybıdır. Bunun yerine tek bir el hareketiyle veya butonla kilitlenen hızlı bağlama elemanları tercih edilmelidir.
-
Manivelalı (Toggle) Kıskaçlar: Ucuz, kurulumu kolay ve hızlıdır. Manuel sıkma için idealdir.
-
Eksantrik Kollar: Belirli bir açıda kendi kendini kilitleyerek hızlı baskı uygular.
-
Hidrolik ve Pnömatik Silindirler: Birden fazla pabucun aynı anda ve eşit torkla sıkılmasını sağlar. Otomasyona geçişin ilk adımıdır.
5. 5. Talaş Tahliyesi ve Soğutma Sıvısı Akışı
Kağıt üzerinde mükemmel çalışan bir fikstür, atölye şartlarında talaş dolduğu için başarısız olabilir. Dayama yüzeylerinde biriken mikroskobik bir çapak bile parçanın 0.1 mm eksen kaçırmasına neden olur.
-
Dayama pimlerinin (locator) etrafına talaşın akıp gidebileceği kaçış boşlukları (undercut) açılmalıdır.
-
Fikstür tabanında kör havuzlar bırakılmamalı, soğutma sıvısının rahatça süzüleceği tahliye kanalları tasarlanmalıdır.
-
Mümkünse, parça değişimi sırasında dayamaları otomatik temizleyen hava üfleme (air blast) kanalları sisteme entegre edilmelidir.
6. 6. Tekrar Bağlamada Yüksek Tekrarlanabilirlik
Bir fikstürün, CNC tezgahından sökülüp bir ay sonra tekrar bağlandığında aynı sıfır noktasını vermesi gerekir. Fikstür alt plakasına (base plate) yerleştirilecek hassas merkezleme pimleri veya sıfır nokta (zero-point) kenetleme sistemleri bu işi çözer. Özel tasarım fikstürlerin kullanılmadığı, ancak mikron hassasiyetinde tekrarlanabilirliğin şart olduğu standart blok formlu iş parçalarında, altlık olarak MV-175x200 Hassas Çelik Mengene gibi tüm yüzeyleri taşlanmış ekipmanların kullanımı, mükemmel bir referans tabanı oluşturur.
7. 7. Ergonomi, Güvenlik ve Hata Önleme (Poka-Yoke)
Tasarlanan fikstür, en tecrübesiz operatörün bile parçayı yanlış bağlamasını fiziksel olarak engellemelidir (Poka-Yoke prensibi).
-
Eğer parça simetrik değilse, fikstür üzerine asimetrik bir dayama (aptal pimi) yerleştirilerek parçanın ters oturması imkansız hale getirilmelidir.
-
Sıkma pabuçları operatörün elini sıkıştırmayacak şekilde konumlandırılmalı ve kesici takımın yörüngesinden (takım çarpma riski) yeterince uzak olmalıdır.
Fikstür tasarımı, makine mühendisliğinin sanatla buluştuğu ince bir çizgidir. Temel parça bağlama dinamikleri ve makine üzeri rijitlik konusunda temel prensipleri tazelemek isterseniz, Freze Mengenesi ve Hassas Mengene ile Parça Bağlama Hatalarını Azaltma Yöntemleri başlıklı rehberimizi de inceleyebilirsiniz.




