_zkmmzopp1k.jpg)












Mil ve dişli imalatı süreçlerinde boyutsal toleranslar ile geometrik hassasiyet değerlerinin korunması, nihai ürünün mekanik sistemler içerisindeki çalışma ömrünü ve performansını doğrudan etkileyen temel unsurlar arasında yer alır. Talaşlı imalat operasyonlarında üniversal freze tezgahlarına entegre edilen divizör üniteleri ile özel amaçlı üretilen kama açma makinası sistemlerinin teknik parametrelere uygun yapılandırılması, üretim hızını artırırken hatalı parça oranını minimize eder. Geleneksel imalat yöntemlerinde kullanılan mekanik taksimat ekipmanları, modern bilgisayarlı kontrol sistemlerinin sunduğu avantajlara rağmen düşük hacimli özel üretimlerde ve onarım faaliyetlerinde sahip olduğu operasyonel esneklik nedeniyle stratejik bir değere sahiptir. Hassas bir işleme süreci için makine kurulumundan kesici takım seçimine kadar her adımın mühendislik verileriyle desteklenmesi gerekir.
1. Divizör Kullanım Mantığı ve Dairesel Taksimat Süreçleri
Divizör, bir iş parçasının çevresini belirli açılara veya eşit parçalara bölmek amacıyla kullanılan, salyangoz dişli mekanizması sayesinde yüksek hassasiyetli dairesel hareket imkanı tanıyan mekanik bir aparattır. Genellikle 1:40 oranına sahip olan bu sistemde, operatörün çevirdiği kolun her 40 tam turu, iş parçasının bağlı olduğu aynanın bir tam devir yapmasını sağlar. Bu mekanik avantaj, dişli çark üretimi ve çok yüzlü mil işleme operasyonlarında milimetrik sapmaların önüne geçer.
Freze tezgahı tablasına monte edilen bu ünite, ağır iş parçalarını taşırken dahi rijitliğini korumalıdır. Taksimat işlemleri doğrudan, dolaylı ve diferansiyel olmak üzere üç ana yönteme ayrılır. Seri üretimde doğrudan taksimat plakaları hız kazandırırken, karmaşık dişli sayıları için delikli diskler yardımıyla yapılan dolaylı taksimat yöntemi tercih edilir.
Hassasiyeti artırmak için divizörün merkez ekseni ile karşı puntanın hizası komparatör yardımıyla kontrol edilmelidir. Eksen kaçıklığı, işlenen dişlinin bir tarafının derin, diğer tarafının sığ olmasına yol açar. Bu durum mekanik sistemlerde gürültülü çalışmaya ve erken aşınmaya sebep olur. Üretim öncesinde mekanik boşlukların (backlash) alınması, dişlerin her birinin aynı geometride çıkmasını garanti altına alır.
2. Kama Açma Makinası ve Millerde Kanal İşleme Verimliliği
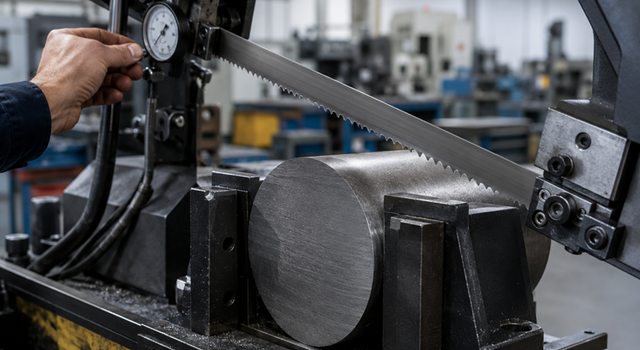
Kama açma makinası, dişli göbekleri, kasnaklar ve kaplinler içerisine güç aktarım elemanı olan kamaların yerleşeceği kanalları dikey bir hareketle talaş kaldırarak oluşturan uzmanlaşmış bir ekipmandır. Miller üzerindeki dış kama kanalları genellikle freze tezgahlarında parmak freze çakılarıyla açılırken, delik içi kanallar için bu özel makineler yüksek verimlilik sunar. Kesici kalemin dikey strok mesafesinin parça boyuna göre hassas ayarlanması, takım ömrünü uzatırken yüzey kalitesini iyileştirir.
Mil ve dişli bağlantılarında kama kanalının genişliği ve derinliği, TS veya DIN standartlarına göre belirlenmiş tolerans değerleri içinde kalmalıdır. Kanalın merkezden kaçık olması, montaj sırasında kasılmalara ve çalışma anında balans sorunlarına sebebiyet verir. Kama açma makinası kullanırken iş parçasının bağlama kalıpları ile tam merkezlenmesi bu hataları engeller.
Dikey çalışan bu sistemlerde talaş boşaltma işlemi kritik bir öneme sahiptir. Kesici takımın her yukarı çıkışında soğutma sıvısı ile talaşların temizlenmesi, kanal iç yüzeyinde çizik oluşumunu engeller. Rijit bir gövde yapısı, dikey darbe anında oluşabilecek esnemeleri sönümleyerek kanalın doğrusal ilerlemesini sağlar.
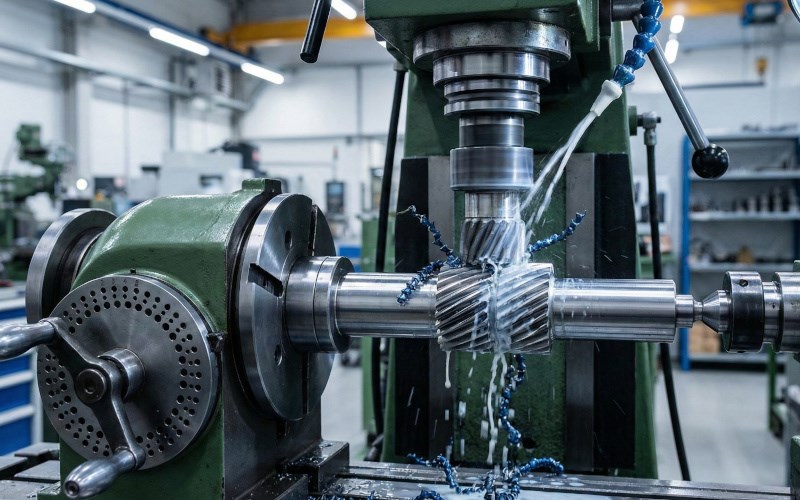
Mil Hazırlığı ve Bağlama Stratejileri
İşleme sürecine başlamadan önce milin dış çapının taşlanmış veya tornalanmış olması referans yüzeylerin doğruluğunu artırır. Divizör aynasına bağlanan milin salgısı kontrol edilmelidir. Uzun miller işlenirken mutlaka karşı punta desteği kullanılmalıdır. Orta kısımlarda oluşabilecek sarkmaları önlemek için sabit yataklar devreye alınabilir. Bağlama kuvvetinin parça üzerinde deformasyon yaratmayacak düzeyde ayarlanması teknik bir gerekliliktir.
3. Teknik Hesaplamalar: Dişli Taksimatı ve Adım Belirleme
Dairesel bir parça üzerinde kaç adet bölüm açılacağını belirlemek için kullanılan temel formül $n = 40 / Z$ şeklindedir. Burada 'Z' işlenecek diş veya yüzey sayısını temsil ederken, 'n' ise divizör kolunun çevrilmesi gereken tur miktarını ifade eder. Tam sayı çıkmayan sonuçlarda, divizör üzerindeki delikli diskler kullanılır. Örneğin 25 dişli bir çark için operatör kolu 1 tam tur ve ardından 25 delikli sırada 15 delik daha ilerletmelidir.
Hesaplamalarda yapılan küçük bir hata, dişli setinin sonuna gelindiğinde dişlerin birbirine binmesine veya boşluk kalmasına sebep olur. Bu nedenle makas ayarlarının her adımda kontrol edilmesi teknik emniyet sağlar. Üniversal freze üzerinde helis dişli açılacaksa, divizörün tabla vidasına dişli çarklar yardımıyla bağlanması gerekir. Bu sayede tabla ilerledikçe parça da belirli bir açıyla döner ve helis formu oluşur.
Hesaplama aşamasında modül çakısı seçimi de hayati önem taşır. Diş sayısına göre uygun numaradaki modül çakısı kullanılmazsa, diş profili standart dışı kalır. Bu durum, dişlilerin birbirini kavramasını zorlaştırır ve mekanik kayıpları artırır.
4. Kama Kanalı Açma Yöntemleri Karşılaştırması
Aşağıdaki tablo, imalat senaryolarına göre en verimli yöntemi belirlemek için hazırlanmıştır.
|
Yöntem |
Ekipman |
Avantaj |
Kullanım Durumu |
|
Dikey Planya |
Kama Açma Makinası |
Yüksek derinlik ve hız |
Delik içi standart kanallar |
|
Parmak Freze |
Üniversal Freze |
Yüksek yüzey kalitesi |
Mil üzerindeki dış kanallar |
|
Broşlama (Tığ) |
Hidrolik Pres |
Çok hızlı ve seri |
Yüksek adetli üretimler |
|
Vargelleme |
Vargel Tezgahı |
Büyük parçalara uygunluk |
Ağır sanayi ve büyük miller |
Bu yöntemler arasında seçim yaparken parça adedi, malzemenin sertliği ve kanalın kapalı veya açık uçlu olması belirleyici kriterlerdir. Kama açma makinası, özellikle delik içi kör kanallarda veya büyük çaplı kasnaklarda operasyonel kolaylık sağlar.
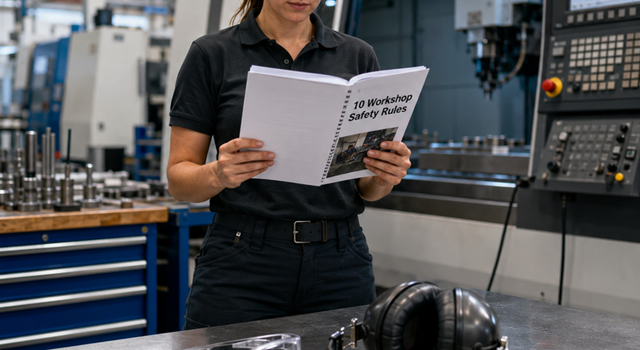
5. Talaşlı İmalatta İş Güvenliği ve Emniyet Başlıkları
Üretim sahasında verimlilik kadar operatörün güvenliği de öncelikli bir konudur. Dönerek çalışan divizör aynaları ve dikey hareket eden kama açma kalemleri, dikkatsizlik anında ciddi yaralanmalara yol açabilir. Emniyet protokollerine uyulması, iş kazası riskini minimize ederken ekipmanların korunmasını sağlar.
-
Kişisel Koruyucu Ekipmanlar: Çapak fırlamalarına karşı koruyucu gözlük ve darbelere dayanıklı iş ayakkabısı kullanılmalıdır. Hareketli parçalara dolanma riski nedeniyle eldiven kullanımı bu aşamalarda tehlikelidir.
-
Makine Emniyeti: Takım değiştirme veya temizlik işlemleri sırasında tezgah ana şalterden kapatılmalıdır. Acil durdurma butonlarının ulaşılabilirliği periyodik olarak kontrol edilmelidir.
-
Bağlama Kontrolü: Parça ve kesici takımın sıkılığı operasyon başlamadan önce manuel olarak test edilmelidir. Gevşek bir ayna veya yerinden çıkan bir kama kalemi çevreye zarar verebilir.
-
Yağlama ve Temizlik: Hareketli aksamların düzenli yağlanması, sürtünmeden kaynaklı ısınmayı ve kilitlenmeleri önler. Talaş birikintileri, makinenin kızak yapısına zarar vermeden düzenli aralıklarla fırça veya vakum yardımıyla temizlenmelidir.
Malzeme Türüne Göre Kesme Hızı Ayarı
Farklı çelik alaşımları, dökme demir veya alüminyum malzemeler için devir ve ilerleme hızları değişkenlik gösterir. Sert malzemelerde düşük hız ve yüksek tork prensibi uygulanırken, yumuşak malzemelerde yüksek hız tercih edilebilir. Yanlış kesme hızı, kesici takımın ucunun yanmasına veya parça yüzeyinde ısıl gerilmeler oluşmasına neden olur.
6. Üretim Verimliliğini Artıracak Teknik İpuçları
Atölye ortamında zaman ve malzeme tasarrufu sağlamak için operasyonel disiplin şarttır. Divizör ile dişli açarken, taksimat diskindeki deliklerin işaretlenmesi için kullanılan makasların gevşemediğinden emin olunmalıdır. Bir dişin atlanması tüm parçanın ıskartaya çıkmasına yol açar.
Kama kanalı açarken, takımın parça içinden çıkış noktasında hafif bir boşluk bırakılması talaşın rahat dökülmesini sağlar. Kör kanallarda ise strok sonu hassas ayarlanmalıdır; aksi takdirde kesici kalem parça tabanına çarparak kırılabilir. Doğru yağlama stratejisi, sürtünme ısısını düşürerek kesici takım ömrünü %30'a varan oranlarda artırabilir.
Millerin divizör puntasına oturma yüzeyleri temiz tutulmalıdır. Toz veya talaş parçaları, mikron düzeyinde eksen kaymalarına sebep olur. Düzenli olarak yapılan kalibrasyon işlemleri, makinenin ve aparatların ilk günkü hassasiyetini korumasını sağlar. Mühendislik hesaplamalarına sadık kalarak yapılan üretimler, montaj aşamasında yaşanabilecek uyumsuzlukları ortadan kaldırır.
Üretim kapasitenizi geliştirmek ve teknik donanımınızı modern standartlara taşımak için yüksek hassasiyetli ekipmanlar kritik rol oynar. Dayanıklı gövde yapıları ve ileri mühendislik çözümleriyle donatılmış üniversal freze, divizör ve kama açma makinası modellerini incelemek, operasyonlarınızın kalitesini bir üst seviyeye taşımak için önemli bir adımdır. Atölyenizin ihtiyaçlarına uygun, uzun ömürlü ve hassas işleme yeteneğine sahip makine çözümlerini keşfederek imalat süreçlerinizi optimize edebilirsiniz. Foreman ürün gamı içerisindeki profesyonel çözümler, teknik projelerinizde aradığınız doğruluğu ve hızı sağlamak üzere tasarlanmıştır.