_zkmmzopp1k.jpg)













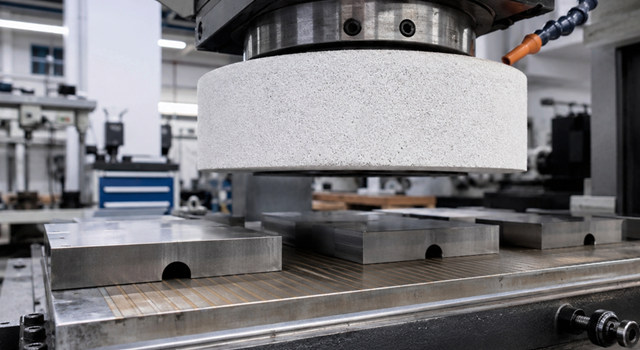
Talaşlı imalat operasyonlarında mikron düzeyinde hassasiyet elde etmek için kullanılan makinelerin başında satıh taşlama tezgahı gelir. Bu makineler, metal parçaların yüzey pürüzlülüğünü minimize ederken mükemmel düzlemsellik sağlar. Ancak taşlama işlemi sırasında oluşan ince metal tozları, yüksek devirli iş mili hareketleri ve hidrolik sistem yükleri, zamanla makinenin mekanik toleranslarını bozar. Periyodik bakımı aksatılan bir satıh taşlama ünitesi, işleme sırasında titreşim yaparak parça yüzeyinde dalgalanmalara yol açar. Bu durum hurda oranını artırırken üretim maliyetlerini yükseltir. Makinenin çalışma ömrünü korumak ve hassas yüzey kalitesini sürdürülebilir kılmak için teknik bir bakım planı uygulanmalıdır.
1. Günlük Bakım: Her Vardiya Öncesi Temel Kontroller
Günlük kontroller, operatörün işe başlamadan önce yapması gereken ve makinenin o günkü performansını doğrudan etkileyen işlemlerdir. Bu adımlar, basit görünse de büyük arızaların önlenmesinde ilk savunma hattını oluşturur.
-
Manyetik Tabla Temizliği: Tabla yüzeyindeki mikroskobik talaşlar temizlenmelidir. Yüzeyde kalan tozlar, parçanın tam düzlemsel oturmasını engeller.
-
Soğutma Sıvısı Seviyesi: Taşlama sırasında oluşan aşırı ısının tahliyesi için soğutma sıvısı deposu kontrol edilmelidir. Eksik sıvı, parça yüzeyinde yanıklara neden olur.
-
Kızak Yağlama Ünitesi: Otomatik yağlama sisteminin deposu dolu olmalıdır. Yağsız kalan kızaklar, sürtünme nedeniyle aşınır ve tablanın takılarak hareket etmesine (stick-slip) yol açar.
-
İş Mili Sesi: Makine boşta çalıştırılarak iş mili (spindle) rulmanlarından gelen sesler dinlenmelidir. Olağan dışı uğultu, rulman ömrünün dolduğuna işaret eder.
2. Haftalık Bakım: Taş Balansı ve Filtre Sistemleri
Haftalık periyotta gerçekleştirilen bakımlar, makinenin mekanik rijitliğini ve filtrasyon kalitesini korumaya yöneliktir. Taşlama tezgahı verimliliği, bu kontrollerin sürekliliğine bağlıdır.
Taş Balansı ve Bileme Kontrolü
Taşlama taşı zamanla formunu kaybeder veya gözenekleri dolar. Haftada en az bir kez taşın salgısı kontrol edilmelidir. Statik balans ayarı yapılmayan bir taş, yüksek devirde titreşime neden olur. Bu titreşim parça üzerinde "tırlama" izleri bırakır. Bileme elması ile taş yüzeyi periyodik olarak tıraşlanarak keskin taneler açığa çıkarılmalıdır.
Hidrolik ve Soğutma Filtreleri
Soğutma sıvısı tankındaki manyetik ayırıcılar ve kağıt filtreler temizlenmelidir. Kirli sıvı ile yapılan satıh taşlama işlemi, yüzeyde ince çiziklere yol açar. Ayrıca hidrolik sistemin emiş filtreleri kontrol edilerek yağ akışının kesintisiz olduğundan emin olunmalıdır.
3. Yıllık Bakım: Mekanik Revizyon ve Hassasiyet Testleri
Yıllık bakım, makinenin geometrik doğruluğunun ve hidrolik bütünlüğünün kapsamlı bir şekilde incelendiği süreçtir. Bu aşamada profesyonel teknik destek almak faydalıdır.
-
Hidrolik Yağ Değişimi: Hidrolik yağ, zamanla viskozitesini kaybeder ve kirlenir. Yılda bir kez sistem tamamen boşaltılmalı ve yeni yağ ile doldurulmalıdır.
-
Elektrik Panosu Kontrolü: Kontaktörler, röleler ve kablo bağlantıları kontrol edilmelidir. Toz birikintileri elektrik arklarına ve kart arızalarına neden olabilir.
-
Geometrik Hassasiyet Ölçümü: Makinenin X ve Y eksenlerindeki paralellik toleransları hassas pleytler ve komparatörler ile ölçülmelidir. Gerekirse kızak ayarları (gib ayarı) yapılmalıdır.
-
Kayış ve Kasnak Gerginliği: Tahrik sistemindeki kayışlarda oluşan çatlaklar ve gevşemeler kontrol edilerek yenilenmelidir.
4. Satıh Taşlama Bakım Çizelgesi ve Kontrol Listesi
Aşağıdaki tablo, bakım işlemlerini ve uygulama sıklığını teknik bir özet halinde sunar.
|
Bakım Kalemi |
Günlük |
Haftalık |
Yıllık |
Teknik Fayda |
|
Manyetik Tabla Temizliği |
Evet |
- |
- |
Parça paralelliğini korur. |
|
Kızak Yağlama Kontrolü |
Evet |
- |
- |
Aşınmayı ve takılmayı önler. |
|
Taş Balansı (Balancing) |
- |
Evet |
- |
Titreşimi ve yüzey bozukluğunu engeller. |
|
Soğutma Sıvısı Değişimi |
- |
- |
Evet |
Yüzeydeki çizik ve korozyonu önler. |
|
Hidrolik Yağ Değişimi |
- |
- |
Evet |
Sistem basıncını ve hızını stabilize eder. |
|
Hassasiyet Ölçümü |
- |
- |
Evet |
Mikron düzeyinde toleransı garanti eder. |
5. Bakımsızlık Nedeniyle Oluşan Yüzey Hataları
Düzenli bakım yapılmadığında satıh taşlama tezgahı üzerinde şu sorunlar gözlemlenir:
-
Dalgalı Yüzey: Taşın balanssız olması veya iş mili rulmanlarındaki boşluktan kaynaklanır.
-
Yüzey Yanıkları: Soğutma sistemindeki tıkanıklıklar veya yanlış taşlama taşı seçimi ısıyı artırır.
-
Kademeli Kesim: Tablanın kızaklar üzerinde rahat hareket edememesi sonucunda derinlik farkları oluşur.
-
Çizikli Yüzey: Filtre edilmeyen soğutma sıvısı içindeki metal tozları yüzeyi zımparalar.
Bakım planına sadık kalmak, makinenin hassasiyetini korurken beklenmedik duruş sürelerini azaltır. Yüksek stabiliteye sahip, döküm gövde yapısıyla titreşimi sönümleyen ve uzun ömürlü kullanım sunan satıh taşlama tezgahı modellerini inceleyerek atölyenizin hassasiyet standartlarını yükseltebilirsiniz. Foreman Makine çözümleri, teknik servis desteği ve yedek parça sürekliliği ile operasyonlarınızın kalitesini garanti altına alır.