_zkmmzopp1k.jpg)













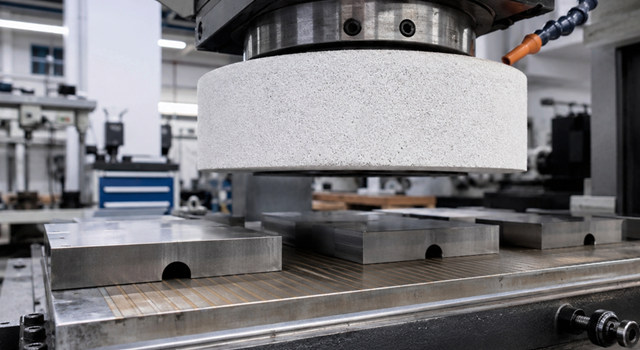
Talaşlı imalat süreçlerinde parça geometrisini son ölçüsüne getiren ve mikron mertebesindeki toleransları yakalayan en kritik bitiş operasyonu satıh taşlamadır. Diğer kesme yöntemlerinin aksine, taşlamada kesme işlemi tek bir karbür uçla değil, taşın yüzeyindeki milyonlarca mikro abrazif tanecikle gerçekleştirilir. Bu nedenle, operasyonun başarısı doğrudan doğru taşın seçilmesine ve bu taşın keskinliğinin korunmasına bağlıdır. Yanlış abrazif taş tipi seçimi veya yetersiz dressing (taş düzeltme/bileme) uygulaması; parçada yanma lekelerine, yüzey pürüzlülüğünün bozulmasına ve yüksek fire oranlarına yol açar.
1. Doğru Abrazif Taş Tipi ve Bağlayıcı Yapısı
Satıh taşlama taş seçimi yapılırken ilk bakılması gereken parametre, işlenecek malzemenin sertliği ve kimyasal yapısıdır. Taşlar genel olarak abrazif taneciğin cinsi, tane büyüklüğü (kum numarası) ve tanecikleri bir arada tutan bağlayıcının (matrix) sertliğine göre sınıflandırılır.
Alüminyum Oksit (A): Alaşımlı çelikler, takım çelikleri ve yüksek hız çelikleri (HSS) gibi genel demir esaslı malzemelerin taşlanmasında standart tercihtir.
Silisyum Karbür (C): Dökme demir, pirinç, bakır, alüminyum ve titanyum gibi demir dışı veya çok sert/gevrek malzemeler için ideal abrazif taş tipidir.
Bağlayıcı Sertliği Karşılaştırması: Temel taşlama kuralı şudur: Sert malzemeler için yumuşak bağlayıcılı taşlar, yumuşak malzemeler için sert bağlayıcılı taşlar seçilmelidir. Sert bir çeliği taşlarken yumuşak bağlayıcılı bir taş seçildiğinde, körelen tanecikler kesme kuvvetinin etkisiyle taş yüzeyinden kolayca kopar (kendini bileme) ve alta taze, keskin tanecikler çıkar. Eğer taş çok sert seçilirse körelen tanecikler kopmaz, malzemeye dalamaz ve sürtünmeden dolayı parçayı yakar.
2. Taşlama Tezgahı Yüzey Kalitesi ve Parametreleri
Taşlama işlemlerinde hedeflenen yüzey pürüzlülüğü , taşın kum büyüklüğü kadar seçilen taşlama parametreleri ile de doğrudan ilişkilidir. Yüzey kalitesi için diğer işleme yöntemleri kılavuzumuzda ele aldığımız yüzey bütünlüğü kuralları, taşlama operasyonlarında hassasiyetin en tepe noktasına ulaşır.
Yüksek bir satıh imalat kalitesi yakalamak için taş çevre hızı, tabla ilerleme hızı ve paso derinliği (talaş miktarı) dengeli ayarlanmalıdır. Kaba taşlamada yüksek pasolar verilip zamandan tasarruf edilirken, bitiş (finish) pasolarında talaş miktarı mikron seviyelerine indirilmeli ve taşın parça üzerinde kıvılcım çıkarmadan boşta dönmesi (spark-out) sağlanmalıdır. Atölyenizde bu operasyonları yüksek rijitlikle sürdürebilmek için profesyonel bir taşlama tezgahı altyapısına sahip olmak kritik önem taşır.
3. Dressing (Düzeltme/Bileme) Nedir ve Neden Yapılır?
Taşlama taşı çalıştıkça iki sinsi problemle karşılaşır: Gleyzing (Camlaşma) ve Loading (Doluşma). Camlaşma, taneciklerin körelip parlak bir yüzey alması ve kesme yeteneğini kaybetmesidir. Doluşma ise özellikle yumuşak malzemelerde talaşların taş gözeneklerinin arasını tıkamasıdır.
Dressing, elmas bir uç yardımıyla taşın yüzeyindeki bu körelmiş veya dolmuş tabakanın tıraşlanarak uzaklaştırılması işlemidir. Dressing işlemi taşa iki şey kazandırır:
Bileme (Sharpening): Taşın yüzeyine tekrar keskin ve açık gözenekli bir yapı kazandırır.
Doğrultma (Truing): Taşın salgısını alır ve taşlama mili eksenine tam paralel, düzgün bir geometriye gelmesini sağlar.
4. İdeal Dressing Sıklığı Nasıl Belirlenir?
Belirli bir "her 10 parçada bir dressing yapılmalıdır" kuralı yoktur; dressing sıklığı operasyonel belirtilere göre dinamik olarak belirlenir. Aşağıdaki durumlar gözlemlendiğinde taşın acilen düzeltilmesi gerekir:
Kıvılcım Boyunda Azalma: Taşlama esnasında çıkan kıvılcımların boyu ve yoğunluğu azalıyorsa taş kesmeyi bırakmış, sürtünmeye başlamıştır.
Yüzeyde Yanma ve Lekeler: İş parçası yüzeyinde kahverengi veya mavi termal yanma lekeleri oluşuyorsa taş gleyzing olmuştur.
Ses Değişimi ve Vibrasyon: Taşlamadan çıkan ses tizleşiyorsa veya tezgâhta hafif bir vibrasyon (zırıltı) hissediliyorsa taşın geometrisi (balansı) bozulmuştur.
Hassasiyet Keskin Taşla Başlar
Satıh taşlama operasyonlarında mikron seviyesindeki toleransları ve ayna parlaklığındaki yüzeyleri istikrarlı bir şekilde elde etmek, tamamen doğru taş seçimi ve disiplinli bir dressing rutini ile mümkündür. İşlenecek malzemeye uygun abrazif cinsi ve bağlayıcı sertliğini seçmek, taşın ömrünü uzatırken; doğru zamanlarda yapılan elmas bileme işlemleri de parça kalitesini güvence altına alır. Unutmayın; taşlama sahasında verimlilik, sadece tezgâhın hızından değil, taşın kesme kabiliyetinin ne kadar kararlı tutulduğundan gelir.